
[�����]���۰������֡�
�������۰������� (班长) 2025/6/7 16:15:00
���ͣ�20 �� �����5457 �� �ظ���3 �� �ٱ�
| ��ʮ�Ž쵯���彺��������ʵս������ѵ�� |

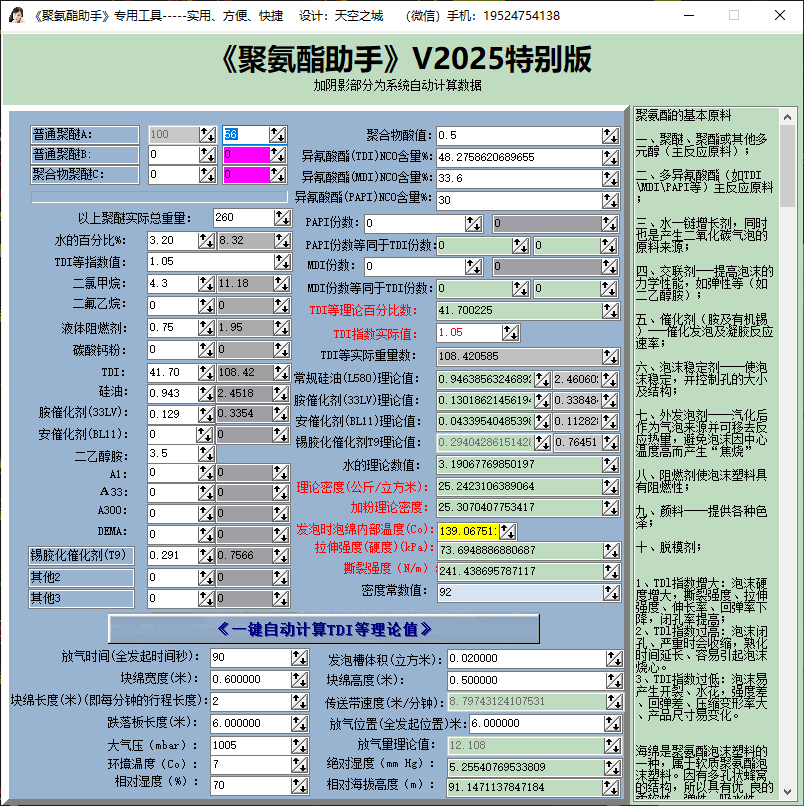
���۰������֡��Ƴ�V2025�ر������Ʒ��ʿ��U�����������������������ݿⲿ������Ҫ�����˿ͻ��ĵ�����ʾ�������û������Ҫ��˽��

�ܶ�Ϊ16����ͨ�����䷽
- �ܶ��뷢�ݼ���ϵ
- �ܶ������16 kg/m3ʱ�����������������ݼ�����������ܶ�13 kg/m3�䷽����ͬʱ������ˮ���Ա������ġ�
- ����������ʽ���ܷ�����������ˮ+MC�������֣�100/�ܶȣ��� У��ϵ������1.2�C1.5�����ܶ�16 kg/m3ʱ�����嵱��ԼΪ6.25�C7.5 php����Чˮ������
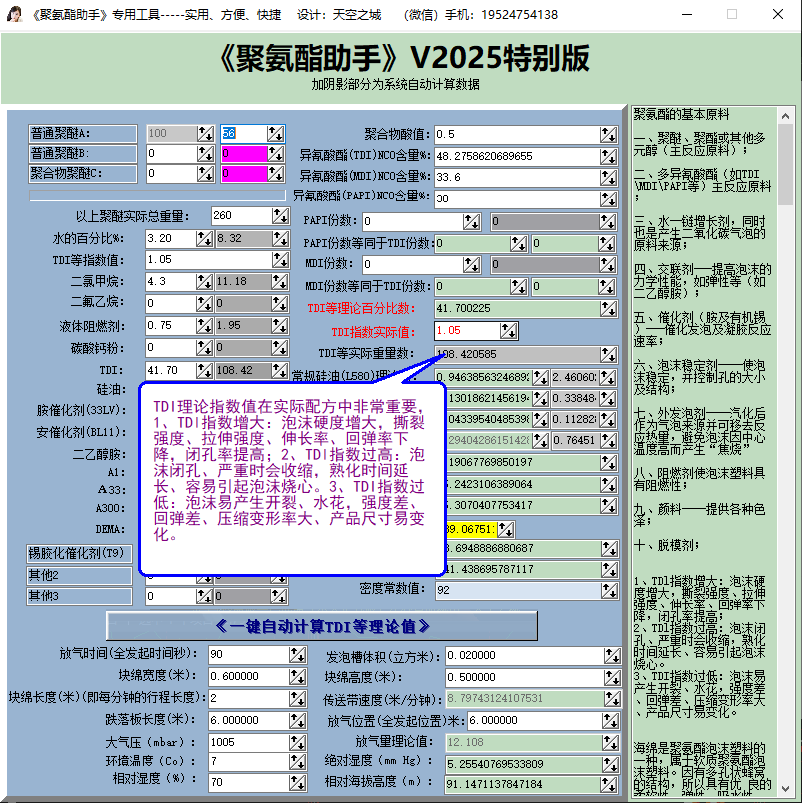
- ��������ָ����NCO/OH��
- ��Ϊ1.05��NCO����5%����ƽ�ⷴӦ��ȫ������ĭ�����ԣ����������NCO���±տ��ա�
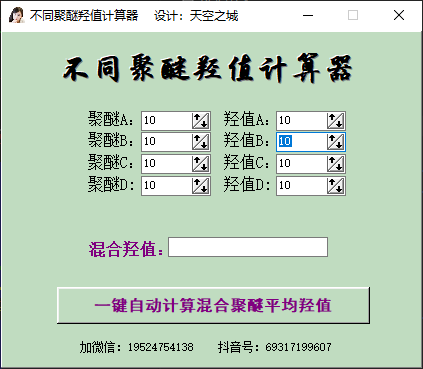
- ���Ѷ�Ԫ��ѡ��
- �����и���ֵ��60�C65 mgKOH/g����3���ܶȾ��ѣ���SA-3600�����ʶ���߽����ܶ���֧�Ÿ����ܶȵ���ѧ���ܡ�
�ο��䷽����100�ݾ���Ϊ����
|
��� |
������php�� |
����˵�� |
|
���Ѷ�Ԫ������ֵ52�C60�� |
100 |
�ṩ��Ӧ���ţ���ֵ��������ǿ��ѧǿ�� |
|
ˮ |
4.7 |
�����ݼ����ϸ������ֹ���ģ�ÿ1 phpˮ����Լ0.6 kg/m3 CO₂ |
|
���ȼ��飨MC�� |
10 |
�������ݼ���������������Чˮ��Լ1.1�C2.2 php����9:1���㣩 |
|
���ͣ�L-580�� |
1.38 |
�ȶ��ݿף������Ե��ڵ��ܶ��䷽�Խ��ͱտ��� |
|
�������� |
0.35 |
������������һ�������������ⷴӦ���� |
|
��������A-33�� |
0.10 |
���ݴ�����������������Լ1:2��ȷ�����-����ƽ�� |
|
TDI��ָ���� |
1.00 |
�ϸ�NCO/OH=1.05���㣬ȷ����Ӧ��ȫ���ݿ��� |
�ؼ����տ���
- ��Ӧ����ѧ����
- ���ʱ����12�C15�루�ӳ��������ʱ�䣬ȷ�����ܶ����������ȣ�
- ����ʱ����90�C120�루�����̻��ٶȣ������ڲ�Ӧ����
- �¶ȿ���
- ԭ���¶��ϸ������22��2���������¶�18�C25�����������������Ӧʧ�ء�
- ��ȫ����
- MC�������ٺ��ڲ��¶ȷ�ֵ�����ڡ�150�����Խ���ʹ�ú������ʵʱ��ء�
�����Ż�����
- ��ѧ��������
- ����5�C8 php��֦��������GPE-2000�����������ǿ�ȣ�������Լ15%����
- TDIָ������1.06�C1.08���������Ӳ�ȣ�����ͬ�����ӹ���0.2�C0.3 php����
- �����������
- ʹ��ˮ+��������ϵ������������6�C10 php����������2.2�C2.5 php�������������A-33����0.15�C0.18 php����
ע������
- �䷽��֤Ҫ��
- �ܶ�У��ÿ����3 php MC���ܶ�Լ����1.2�C1.5 kg/m3����ͨ��С���ݶȵ�������MC��20 php����12 php����
- �����ʼ������>85%�����տ��ʹ��߿ɼ���������0.02�C0.05 php��
- ԭ����������
- ���Ѷ�Ԫ��ˮ�ֺ�����0.03%����ֵ������2 mgKOH/g���ڡ�
- TDI���ȡ�99.5%�����⸱��Ӧ������ĭ���
- �豸������
- ���ܶȺ��������Խϲ������ͷѹ����150 bar������ת�����10�C15%��
����������������
|
�������� |
����ԭ�� |
������� |
|
��ĭ�ڲ����� |
ˮ������ɢ�Ȳ��� |
����ˮ0.3�C0.5 php������MC 3�C5 php |
|
����տ� |
���Ͳ�������������� |
����+0.2�C0.3 php��������-0.05 php |
|
�ܶ�ƫ�ߣ�>18 kg/m3�� |
MC�������� |
��ÿ����5 php MC���ܶ�1.2 kg/m3���� |
| ���źţ�pujyt2018 ����������Ⱥ��������顿 |
�۰������� (班长)
��ͳ���䷽���Է������䷽����Ч�ʵ͡��Դ��ɱ��ߡ�����������ǿ�����ݷ�ɢ�ѹ������ɱ����㲻���������������ڳ���������������
���̸�����䷽�Դ����ʣ�һ��ĺ����䷽�м����ֲ�ͬ���������ݣ������ͨ��һһ����������ɱ��ܸߺ��˷ѣ�������ڵ����Ͻ���ģ����ԣ������ʡ��ʡ�´������������ԭ�ϡ�
���ݿ�ʽ�Ĺ��������ĺ����䷽��ʹ�õ��ӱ���ȫ��Ч���ž�����ô��ĺ����䷽���ӱ������ݵ��´����ij�Ʒ�����ݷ������ѡ��ܶȲ��ԡ�̤�ݡ����������ݵȵȲ��÷������£������˷ѵ�ԭ�ϳɱ���
2025/6/14 20:18:00
�۰������� (班长)
2025/7/30 18:24:00
��ѫ (士兵)
2026/3/26 9:10:00