
[已解决]汽车顶棚用PU半硬泡拉裂问题
发布:韦绍珍 (班长) 2022/12/15 1:16:00
悬赏:20 分 浏览:15868 次 回复:16 次 举报
| 第十九届弹性体胶辊、轮子实战技术培训班 |
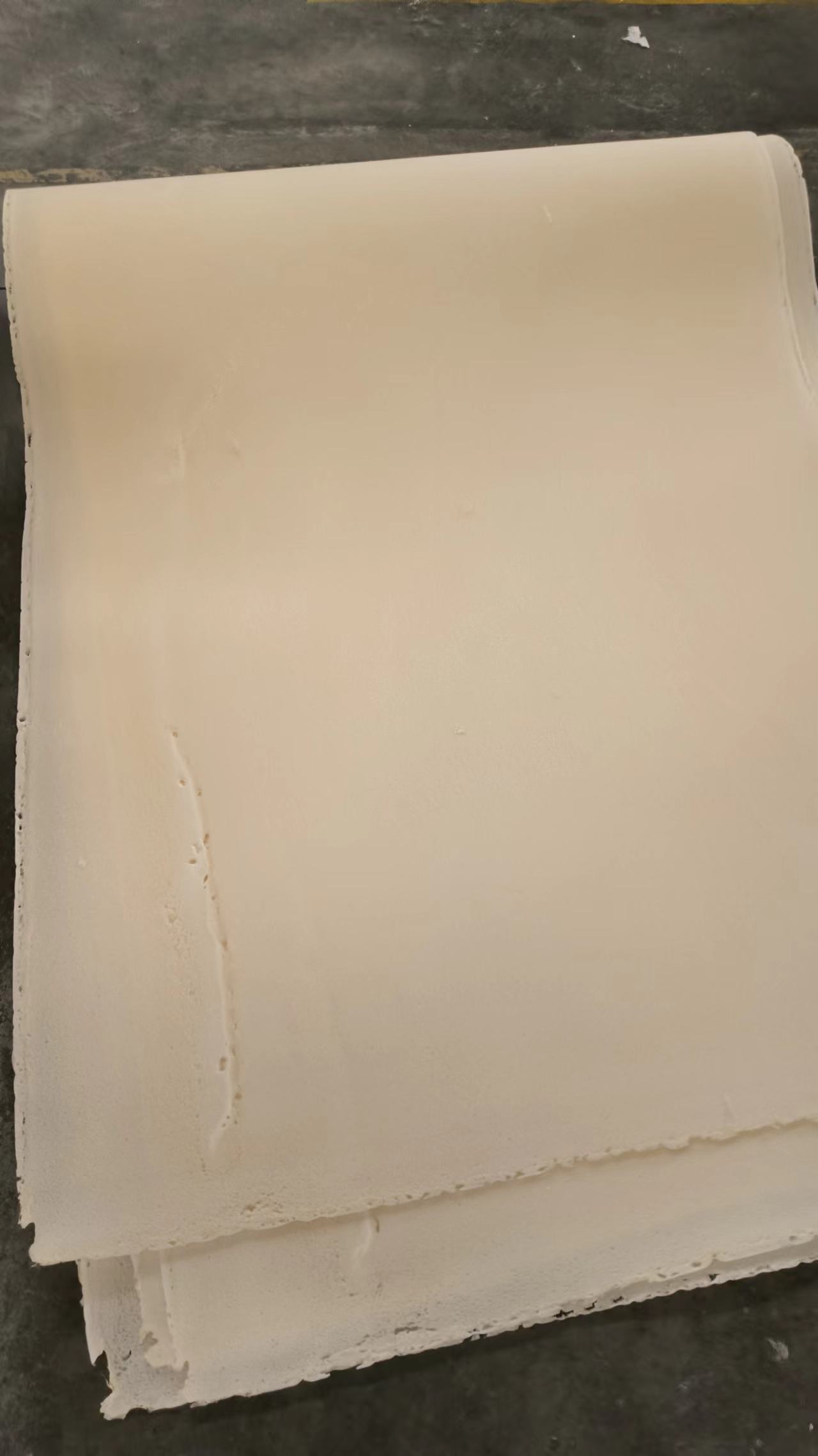
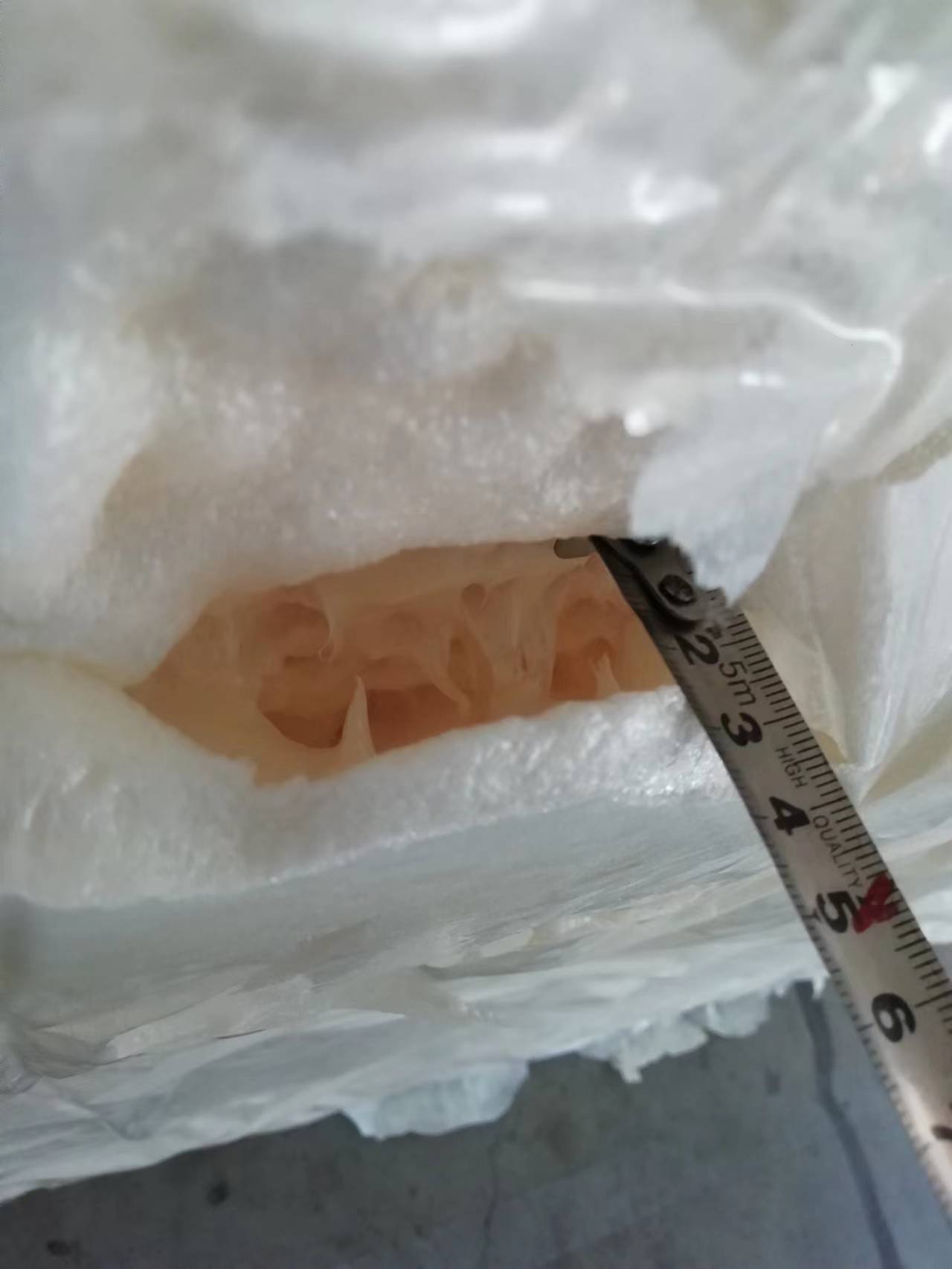
各位前辈好,我这边是做汽车顶棚用的PU硬泡产品,现在是使用低压发泡机生产大块泡,没有用压顶工艺,块泡上部很不平整,有时候有的泡块边缘会有一些大孔,因为是开孔的泡,吐泡后底部镂空也很大,切片后泡片表面手感偏软,能感觉泡片很容易断,180°对折后容易断裂的泡,成型时PU泡边角部位也容易拉裂,但测试性能又还算正常,拉伸强度基本≥130KPa,断裂伸长率≥20%,想问一下,这种状态的泡是因为设备混合不均、工艺不行的问题,还是物料配方的问题比较多一些?目前买的组合料和自己配的物料发泡都有这样的问题,设备的流量目前无法检查。

| 加微信号:pujyt1688 邀您进【微信群、领电子书】 |
 石海 (营长)
石海 (营长)
表皮表面张力不够或工艺参数设置异常
2022/12/15 10:10:00
 姚晨燕 (连长)
姚晨燕 (连长)
原料流动异常,料温或模温过高、浇注量过大或过高或者是浇注轨迹错误。
签名:愿得一学霸,教我数理化!
2022/12/15 10:21:00
 愤怒的包子 (团长)
愤怒的包子 (团长) ![]()
![]()
一个泡80-100kg,设备的流量很关键,决定了物料能否同步起发是造成不平整的主要原因。另外看你这种体系应该就是全粗MDI做的
签名:112233
2022/12/15 15:44:00
张学良 (班长)
路过.有需要联系
签名:回收聚氨酯原料15100703757
2022/12/16 9:20:00
姚晓平 (旅长)
![]()
抖音好友回复
签名:技术服务、会议服务、PU培训班、检测仪器、拉泡车、15351534526
2022/12/17 14:24:00
朱海锋 (士兵)
凝胶太快了
2022/12/17 19:35:00
韦绍珍 (班长)
现在的注料量就是100Kg的,前段发泡过程基本上都是平的,准备到开孔吐泡的时候,中间就开始凸涨起来了,总流量4.5~5Kg,相当于20~22S才打完,前后料时差有点长了,这样有什么好的办法可以解决吗?
2022/12/19 17:42:00
韦绍珍 (班长)
料温有冰水机控温在22~24℃,模具是那种可以四边打开的箱子,模温不高,注料都是单点注料,后期用木板刮平的,目前也在怀疑注料轨迹和刮料操作会不会有影响,但是注料轨迹改了也没见有什么改善。
2022/12/19 17:45:00
![]() 蒋树会 (班长)
蒋树会 (班长)
如果是底部空的话,需要考虑是不是催化剂过量?
2022/12/21 16:41:00
![]() 槲寄生 (班长)
槲寄生 (班长)
中间凸涨应该就是后期催化剂过量了,发泡还没结束就开始凝胶,降低后期催化剂或者料温再降低点到20℃左右,整体反应速率下降让气体有时间排出
2022/12/27 8:55:00
查看更多跟帖...
X